在
不銹鋼制品管的焊接加工中,出現一些缺陷會使管材在使用過程中應力集中、承載能力減弱、使用壽命縮短、甚至可能會發生斷裂的情況。下面就來說下幾種常見的不銹鋼制品管焊接缺陷的形成原因與解決方法。
1、焊縫尺寸不達標 這種缺陷主要指的是焊縫余高及余高差、焊縫寬度及寬度差、錯邊量、焊后變形量等不符合標準規定的尺寸,焊縫高低不平,寬窄不齊,變形較大等。焊縫寬度不一致,除了會導致焊縫成形不美觀外,還容易影響焊縫和母材的結合強度;焊縫余高過大,導致應力集中,而焊縫低于母材,接頭強度則會不足;錯邊和變形過大,會使得傳力扭曲與形成應力集中,導致降低強度。
形成的原因有三種,其一是不銹鋼制品管焊接坡口角度不當或鈍邊及裝配間隙不均勻;其二是焊接工藝參數選擇不合理;其三是焊工的操作技能水平較低等。
解決方法是選擇合適的坡口角度與裝配間隙;增強裝配質量;選擇適合的焊接工藝參數以及提高操作技術水平等。
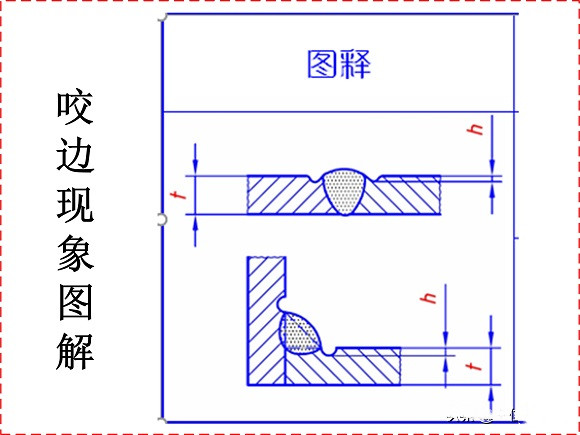
2、咬邊 因為焊接工藝參數選擇不正確或操作工藝不正確,容易在沿著焊趾的母材部位燒熔形成的溝槽或凹陷稱為咬邊。咬邊不但會削弱304不銹鋼管焊接接頭強度,并且還會由于應力集中而容易引起裂紋。
導致咬邊缺陷是因為電流過大、電弧過長、焊條角度不正確、運條方法不當等原因。
這個時候就需要在焊條電弧焊焊接時選擇合適的焊接電流與焊接速度,電弧不可以拉得太長,焊條角度要恰當,運條方法要準確。
3、未焊透 未焊透指的是不銹鋼焊管在焊接時焊接接頭根部沒有完全熔透的情況,沒有焊透處會導致應力集中,并易導致裂紋。
形成的原因是坡口角度或間隙過小、鈍邊過大、裝配不良、焊接工藝參數選用不當、焊接電流太小、焊接速度太快、焊工操作技術不良等。
解決方法是正確選用與加工坡口尺寸,合理裝配,確保間隙,選擇適合的焊接電流與焊接速度,提升焊工的操作技術水平等。
4、未熔合 未熔合指的是在熔焊時,焊道與母材之間或焊道與焊道之間沒有完全熔化結合的部分。未熔合直接減小了不銹鋼制品管焊接接頭的力學性能,嚴重的未熔合會導致焊接結構完全不能承載。
這是因為在焊接304不銹鋼管時速度快且焊接電流過低,焊接熱輸入太低;焊條偏心,焊條與焊件夾角不當,電弧指向偏斜;坡口側壁有銹垢及污物,層間清渣不徹底等。
這個時候就需要正確地選擇焊接工藝參數,認真操作,做好層間清理。
以上內容就是
不銹鋼制品管焊接缺陷的形成原因與解決方法。焊接缺陷會導致管材無法正常使用并且造成一定的經濟損失,因此,必須要解決這個問題。其中,不銹鋼制品管廠家焊接技術的高低都會影響焊管表面的焊縫,所以選擇生產廠家也是非常重要的。