管材在熱軋制時,加熱后的材料存在一定的內外溫度差、上下表面溫度差,以及軋制過程降溫的不均勻性、壓下控制的不盡合理等,會造成鋼材延伸不均勻,其后在輥道停留產生的黑印和冷卻等因素的影響下,管材往往會產生形狀缺陷。為了保證
316l不銹鋼管的平直度符合產品規定,所以產品必須進行校直。
校直可分為熱校直和冷校直。熱校直一般在650~1000℃進行,只用于中厚板。校直溫度是熱校直的重要參數之一。校直溫度過高,在冷卻中還可能因冷卻不均產生瓢曲;校直溫度過低會使校直抗力增大,校直困難。冷校直廣泛用于校直各類不銹鋼管。為保證校直質量和改善勞動條件,合理的冷校直溫度應低于200℃。因鋼材冷卻時間不夠,校直溫度過高(一般在200~250℃以上)而達不到預期效果,影響校直質量的情況也時有發生。大多數鋼材只校直一次,只有不易校直且彎曲度要求嚴格的產品,需要進行兩次或兩次以上的校直。
校直方法有壓力校直、輥式校直(包括直輥校直和斜輥校直)、張力校直和拉伸彎曲校直。
壓力校直:用活動壓頭施加壓力使安放在兩個固定支點間的軋件彎曲而實現的軋件形狀缺陷的矯正。壓力校直時將鋼管的彎曲部分放在活動壓頭下面,向反向彎曲。載荷卸去后,316l不銹鋼管經彈復正好達到平直。若反彎不足,應進行第二次補充校直。若反彎過頭,要在相反方向再進行反彎,直至平直為止。
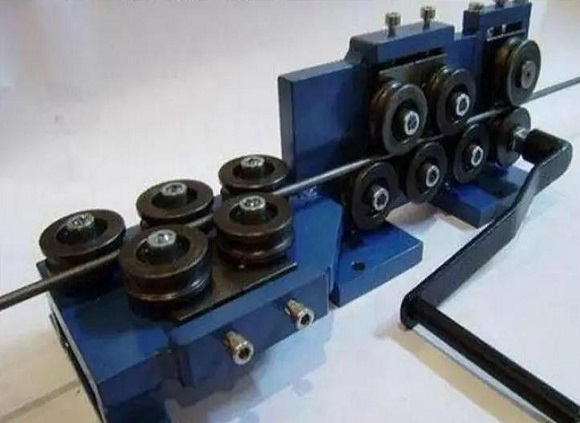
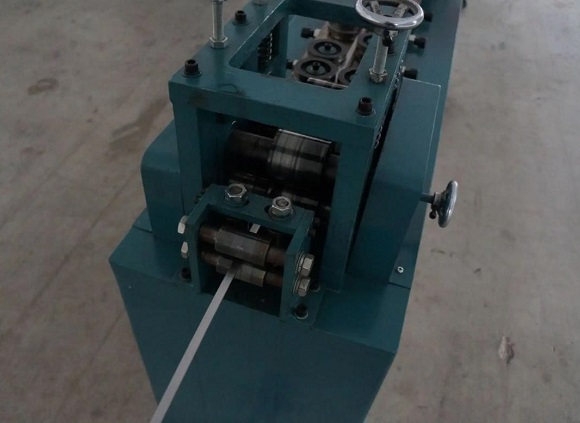
輥式校直:軋材從上下兩排相互交錯排列的輥子之間通過時因受到多次反復彎曲而得到的對形狀缺陷的矯正。輥式矯直在輥式矯直機或斜輥矯直機上進行。輥式矯直機廣泛地用于板帶材和型材的矯直,斜輥矯直機則用于管材的矯直。
張力校直:對軋件施加超過材料屈服極限的縱向拉力,使之產生塑性延伸而實現的形狀缺陷的矯正,又稱拉伸校直。主要用于矯直厚度小于0.6mm的薄壁管材。
拉伸彎曲校直:當帶材在小直徑輥子上反復彎曲時給帶材施加拉力,使帶材產生彈塑性延伸,從而將帶矯直。拉伸彎曲矯直機組一般用在連續作業線上矯直各種帶材,包括高強度、極薄帶材。
以上就是316l不銹鋼管校直,不銹鋼管常采用輥式校直方法進行校直,當管材進入矯直機時,矯直輥給予管材一定的壓力,上排輥的壓力和下排輥的壓力方向相反,因而使鋼材產生反復的彎曲,然后逐漸地平直。鋼管出矯直機后,即取消了壓力,被矯直的鋼管由彎曲變為平直。因此輥式矯直的整個矯直過程就是彈、塑性變形過程,要把316l不銹鋼管變得平直,就必須使鋼材在矯直過程中產生彈性變形和塑性變形。