不銹鋼制品管折彎是比較常見的加工工藝之一,因為折彎后的不銹鋼管為家具增加了設計感,還能提高家具的使用功能。但是為了防止在彎曲過程中會出現裂紋、變形等,會進行多次的試驗,測試出最適合的彎曲角度。不銹鋼管材的彎曲試驗有相關標準規定的,接下來看看不銹鋼制品管彎曲試驗標準。
一、范圍 本標準適用于外徑不小于60mm的金屬管橫向弧形試樣以及外徑不小于400mm的金屬管橫向矩形試樣的彎曲試驗。
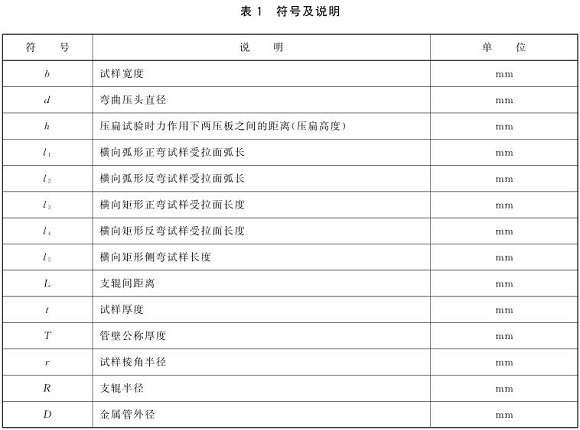
二、符號及說明 本標準使用的符號及相應的說明見表1。
三、原理 將試樣置于彎曲裝置上,不改變試樣加力方向,使之經受彎曲塑性變形,直至達到規定的彎曲角度。
四、試驗設備 金屬管橫向彎曲試驗應在配有兩個支輥和彎曲壓頭的支輥式彎曲裝置的試驗機上完成,支輥和彎曲壓頭應具有足夠的剛度和硬度。
五、試樣 1.試樣類型
| 試樣型號 |
試樣名稱 |
試樣形狀 |
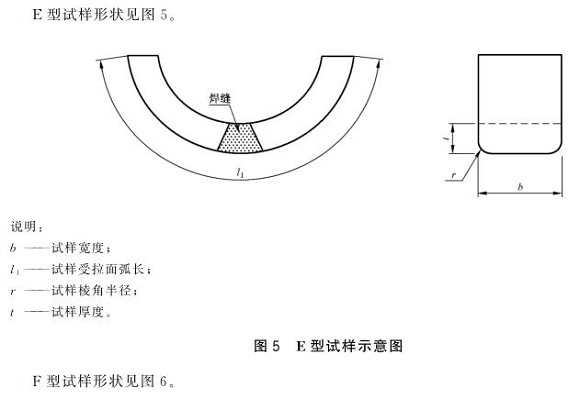
| E型 |
直縫焊圓管橫向弧形正彎試樣 |
圖5 |
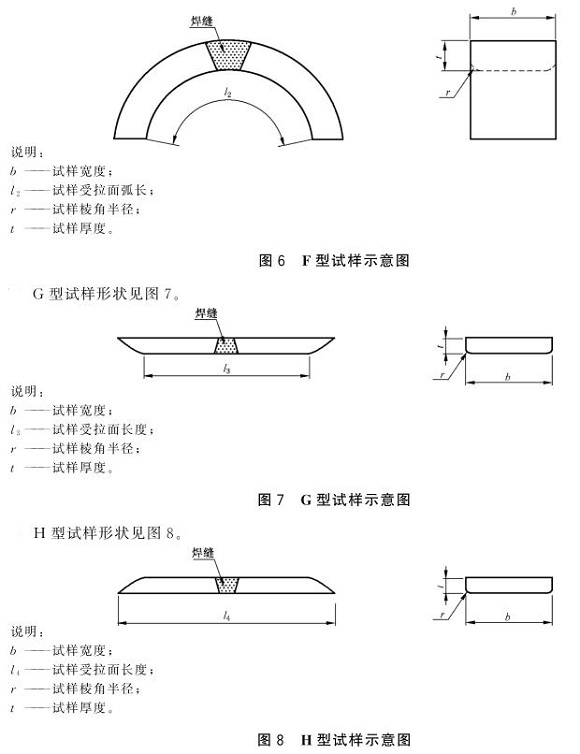
| F型 |
直縫焊圓管橫向弧形反彎試樣 |
圖6 |
| G型 |
直縫焊圓管橫向矩形正彎試樣 |
圖7 |
| H型 |
直縫焊圓管橫向矩形反彎試樣 |
圖8 |
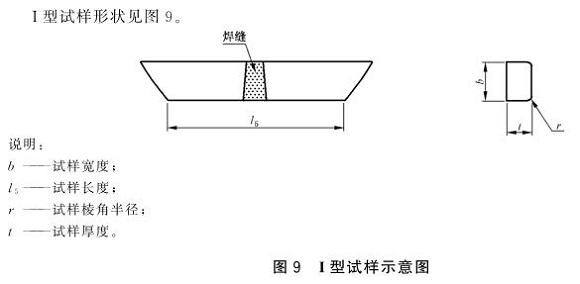
| I型 |
直縫焊圓管橫向矩形側彎試樣 |
圖9 |
2.試樣形狀
六、試樣尺寸 1.試樣厚度
①當管壁厚度T不大于25mm時,E型和F型試樣厚度應為管壁厚度T。當管壁厚度T大于25mm時,E型試樣可從管壁內表面減薄至25mm,F型試樣可從管壁外表面減薄至25mm。
②G型和H型試樣厚度應加工到滿足試驗要求的最大厚度,但不超過25mm。G型試樣受拉面應盡量靠近管壁外表面,H型試樣受拉面應盡量靠近管壁內表面。
③I型試樣厚度應為10mm。
2.試樣寬度
試樣寬度應在20mm~50mm之間。對于I型試樣,其試樣寬度盡量接近全厚度,當金屬圓管壁厚超過50mm時,允許以一組試樣代替。
注:一組試樣是指金屬管的厚度方向截取的覆蓋全厚度的一組I型試樣。
七、試驗要求及步驟 1.試驗要求
①試驗一般應在10℃~35℃室溫范圍內進行。對溫度要求嚴格的試驗,試驗溫度應為(23±5)℃或按相關產品技術條件規定。
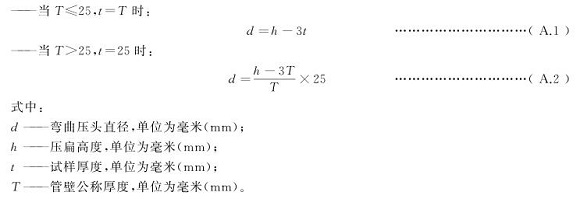
②彎曲壓頭直徑應按不銹鋼制品管產品標準規定,當用金屬管橫向彎曲試驗代替壓扁試驗時,彎曲壓頭直徑的選取,按式(A.1)和式(A.2)確定:
③兩支輥間距離應為(d+3t)±t/2。
④支輥和彎曲壓頭的長度應大于試樣寬度。
⑤在試驗設備載荷作用下,試樣應繞著彎曲壓頭平緩地進行彎曲。當出現爭議時,試驗速率應為(1±0.2)mm/s。
2.試驗步驟
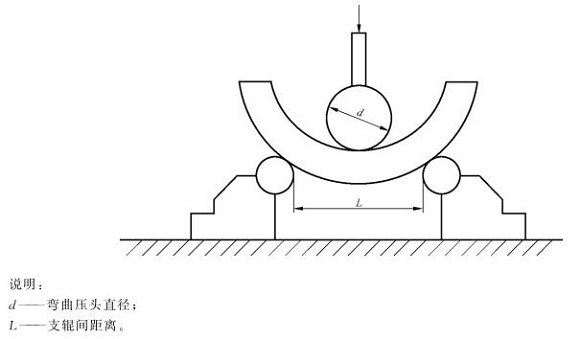
①E型試樣應按下圖方法進行正彎試驗,試樣焊縫中心應位于兩支輥的軸心連線中點處。
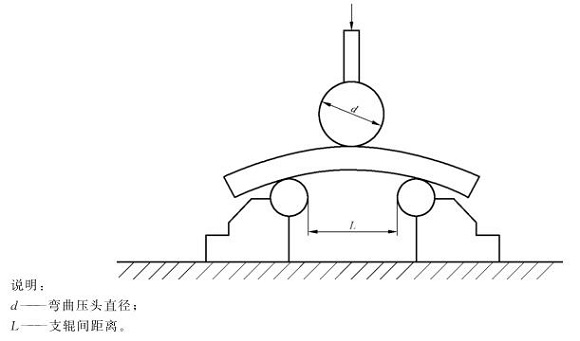
②F型試樣應按下圖方法進行反彎試驗,試樣焊縫中心應位于兩支輥的軸心連線中點處。
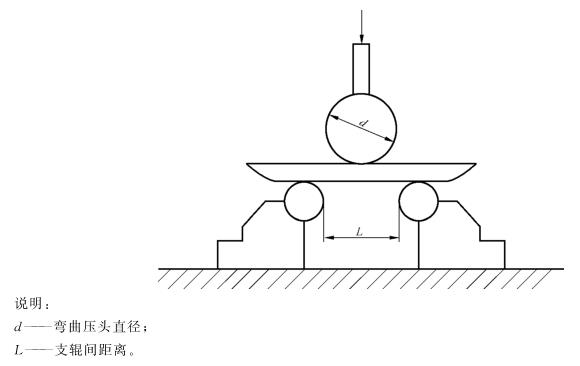
③G型試樣應按下圖方法進行正彎試驗,試樣焊縫中心應位于兩支輥的軸心連線中點處。
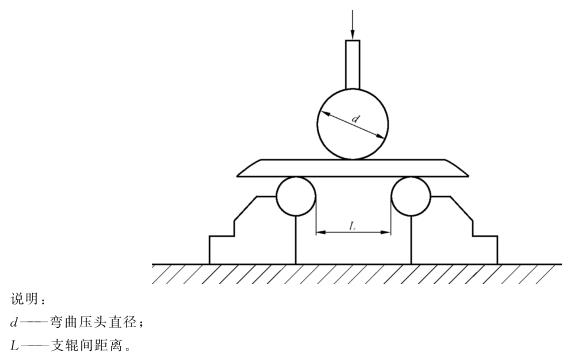
④H型試樣應按下圖方法進行反彎試驗,試樣焊縫中心應位于兩支輥的軸心連線中點處。
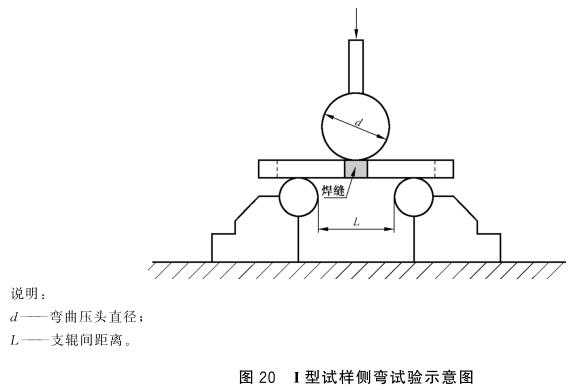
⑤I型試樣應按圖20方法進行側彎試驗,試樣焊縫中心應位于兩支輥間的軸心連線中點處。
以上就是
不銹鋼制品管彎曲試驗標準的截取部分,想了解更詳細的內容可查找GB/T 32976-2016。以上內容講到試樣、試樣尺寸和試驗要求和步驟等內容,廠家在進行不銹鋼管折彎時,可按照以上的標準進行試驗,以測試出最適合的彎曲角度。