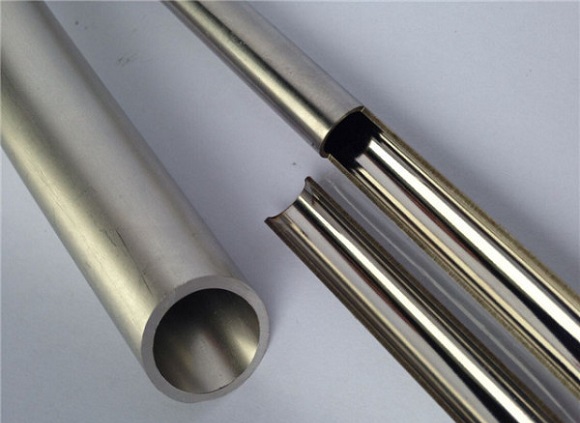
不銹鋼制品管因其具有衛(wèi)生、造型美觀、經(jīng)濟(jì)耐用等特點,廣泛應(yīng)用于餐飲業(yè)、食品及藥品加工制造業(yè)、汽車生產(chǎn)、機(jī)械加工等領(lǐng)域。由于市場前景好,其銷量不斷增大。但是,不銹鋼材料表面往往有一層灰色氧化膜或毛刺,從而影響到產(chǎn)品的質(zhì)量。另外,不銹鋼材料韌性大、粘附性強(qiáng),在拋光時容易造成砂輪堵塞,使磨削過程發(fā)熱加劇、工件表面粗糙度變大,在加工表面產(chǎn)生燒傷。為了克服這些缺陷,提高制品工藝質(zhì)量,要根據(jù)不同材質(zhì),不同需求來選擇不銹鋼制品管拋光工藝與磨具。
拋光是用微細(xì)磨粒與軟質(zhì)工具對零件表面進(jìn)行最終光飾的加工工藝。其主要目的是去除前道工序的加工痕跡如:刀痕、磨紋、劃印、麻點、毛刺等,改善表面粗糙度,獲得光亮、光滑的表面。
拋光過程中磨粒與工件表面的干涉有滑擦、耕犁、和切削三種狀態(tài),這三種狀態(tài)的磨削力和磨削溫度是遞增的。由于磨粒是附著在軟質(zhì)的基體上,因此在磨削力的作用下磨粒會不同程度的縮回到軟質(zhì)的基體里,在工件表面上產(chǎn)生微小的劃痕,生成細(xì)微的切屑。磨粒對工件表面的滑擦、耕犁作用,使工件表面產(chǎn)生塑性流動,改善了表面的微觀不平度,形成連續(xù)光滑的表面,從而使其表面達(dá)到了鏡面效果。
選擇合理的拋光工具,首先要從所要加工工件的性質(zhì)方面考慮。由于不銹鋼韌性大、導(dǎo)熱系數(shù)小、彈性模量小,故不銹鋼在磨削加工中常存在磨削力大、磨削溫度高;磨屑易粘附砂輪;磨屑難以切離、磨粒容易磨鈍;加工硬化趨勢嚴(yán)重;加工表面易燒傷;工件易變形等問題。
綜合考慮上述加工特點,可以選用PVA砂輪拋光。
PVA砂輪是采用聚乙烯醇縮甲醛形成的硬彈性體結(jié)構(gòu)作為磨料載體通過澆注法制成的一種新型拋光磨具。其主要特點有:
①富有彈性、拋光能力強(qiáng)。PVA砂輪有彈性拋光的能力,因而對一些復(fù)雜粗糙型面的表面拋光很有益處;且很快能把粗糙表面拋磨成光亮表面,減少粗拋工序。
②氣孔率高。它含有豐富的微氣孔,呈海綿狀的結(jié)構(gòu),磨削熱量低,不易燒傷工件。
③不易堵塞。適合拋光不銹鋼韌性難磨材料和復(fù)雜型面的零件,用于代替粘輪、布輪,可提高拋光效率。
在用該砂輪拋光不銹鋼時,工件速度為15m/min、且徑向進(jìn)給量取0.015 mm~0.02mm、砂輪速度取36m/s時拋光效果最好,而且在上述條件下工件不會產(chǎn)生燒傷。
總的來說,要根據(jù)需求來選擇
不銹鋼制品管拋光工藝與磨具,各有各的優(yōu)點,要使不銹鋼制品管在拋光后達(dá)到鏡面效果,即提高其光澤度,必須綜合考慮影響拋光表面質(zhì)量的因素。如材料的化學(xué)成分、規(guī)格尺寸、砂輪特性、修整狀況、磨損程度、砂輪與工件速度、進(jìn)給速度、切入深度等。
參考資料:李寶膺,華麗,石占先—不銹鋼拋光工藝與磨具選擇