為了方便后期的使用和組裝,不銹鋼家具管需要進行開孔。那么不銹鋼管該如何開孔呢?目前不銹鋼管的開孔方法有手動打孔、液壓沖孔、自動打孔、激光打孔這四種。現在來詳細了解一下不銹鋼家具管加工——開孔方法吧。
1、手動打孔 在打孔之前,將機器按要求固定在工作臺面上,輕輕轉動機器轉輪并仔細檢查其各部件工作情況。檢查機器沖頭與下模位置是否有雜物,并及時清理。然后在機器導套與模座頂部接觸位置加注潤滑劑。將不銹鋼家具管按定位要求放好,再逆時針用力轉動手動轉輪完成打孔。完成打孔后左手停止轉動轉輪,右手輕輕將已打孔的不銹鋼管由內至外拉出,然后以此類推作業。
2、液壓沖孔 在沖孔之前,將油泵和工作頭用快速接頭接好,選擇好相應的上下模,先裝上模后裝下模,裝上模時先將定位螺絲擰出一定的位置后再裝入下模,一定要放到位,再將定位螺絲擰緊即可作業。放好不銹鋼家具管,關緊油泵回油螺絲,板動手柄,直至工作完成后松開回油螺絲。需要注意的是,若是沖厚度較薄的不銹鋼管時一定要將退料墊插入退料腳架和管材的中間,否則會卡在模上。
3、自動打孔 首先將不銹鋼家具管移動到機器攝像頭掃描區域,攝像頭掃描到圖像之后進行處理并給控制部分信號,控制部分收到信號之后,進一步處理并控制傳動部分動作,使沖頭在平面上的X軸,Y軸走位,完成走位動作之后氣動部分開始工作,電磁閥控制氣缸進行沖孔動作。機器打印刷定位孔,整個動作一氣呵成,快速,準確,效率高。
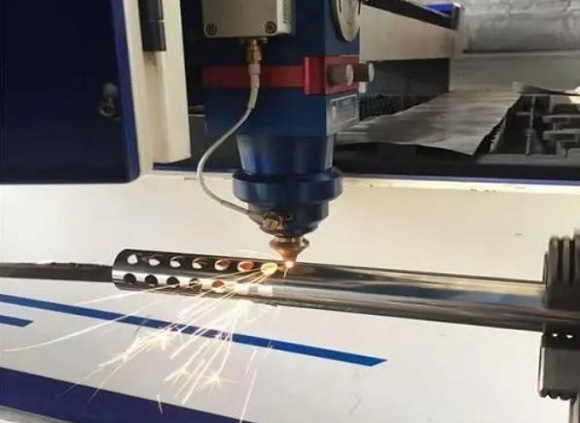
4、激光打孔 激光打孔是將聚焦的脈沖激光束射向管材,將其指定范圍“燒穿”。一般以脈沖方式打孔。利用高功率密度激光束照射被加工材料,使材料很快被加熱至汽化溫度,蒸發形成孔洞。激光打孔是最早達到實用化的激光加工技術,也是激光加工的主要應用領域之一。激光束在空間和時間上高度集中,利用透鏡聚焦,可以將光斑直徑縮小到微米級從而獲得105-1015W/cm²的激光功率密度。而且激光打孔與傳統打孔工藝相比,具有以下一些優點:激光打孔速度快,效率高,經濟效益好;激光打孔無工具損耗;適合于數量多、高密度的群孔加工;可在難加工材料傾斜面上加工小孔;激光打孔易對復雜形狀的不銹鋼家具管打孔,也可在真空中打孔。
以上就是
不銹鋼家具管加工——開孔的四種方法。不銹鋼管開孔想要得到無毛刺的效果最好的方法是用激光打孔的方式。當然,若是客戶要求開孔的工藝,我們也會給他們提供工藝技術。客戶需要不銹鋼管定制加工時,最重要的是需要提供具體的圖紙或者詳細的參數數據。